Im
Rahmen eines Forschungsvorhabens galt es die
Möglichkeiten des Metallklebens im Blasinstrumentenbau,
insbesondere bei Blechblasinstrumenten und Saxophonen zu
untersuchen und eine Auswahl geeigneter Klebstoffe zu
treffen. Bisher sind keine systematischen Untersuchungen
zum Metallkleben im Blasinstrumentenbau bekannt.
Aus den Fertigungs- und Lieferprogrammen von 42
Herstellern wurden für die Klebaufgaben geeignete
Klebstoffe ausgesucht und beschafft. Es waren dies
Cyanacrylat-, Methacrylatklebstoffe mit Härterlack für
das NO-MIX-Verfahren, anaerobe und UV-anaerobe Klebstoffe
aus der Hauptgruppe der Polymerisationsklebstoffe und
kalthärtende Zweikomponenten-Epoxidharz- und
Poly-urethanklebstoffe aus der Hauptgruppe der
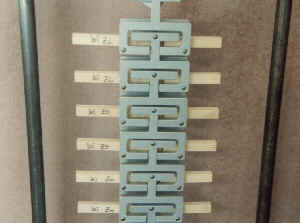
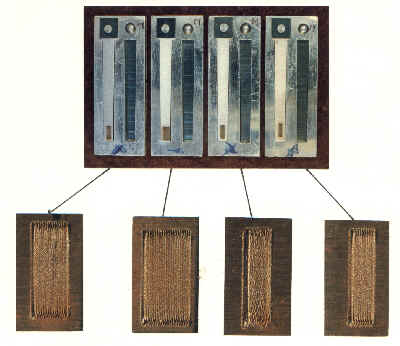
Polyadditionsklebstoffe.Die Prüfung der Druck- und
Zugfestigkeit erfolgte mit 45 Klebstoffen an den
typischen Verbindungen der Metallblasinstrumente, der
überlappten Rohrverbindung und der
Rohr-Säulchenverbindung mit geschliffenen und polierten
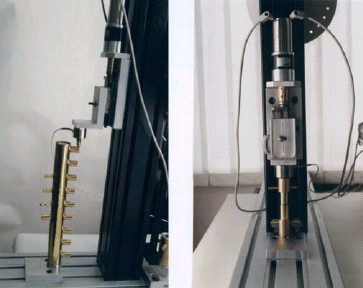
Fügeflächen. Die Klebstoffe mit den höchsten
Festigkeiten jeder Klebstoffgruppe wurden auf
Temperaturbeständigkeit unter einer Druckscherbelastung
von 180 N bei 120°C bis 180°C geprüft. Die Prüfzeit
betrug 40 min. Den Temperaturbelastungen hielten diese
drei Klebstoffe stand
• UV-anaerob härtender Loctite
128 500 Cat.-Nr. 15250
• Methaacrylat-Klebstoffe Agomet F 120 + Agomet
Härterlack 2 (NO-MIX-Verfahren) Agomet F 330 + Agomet
Härterlack 2 (NO-MIX-Verfahren).
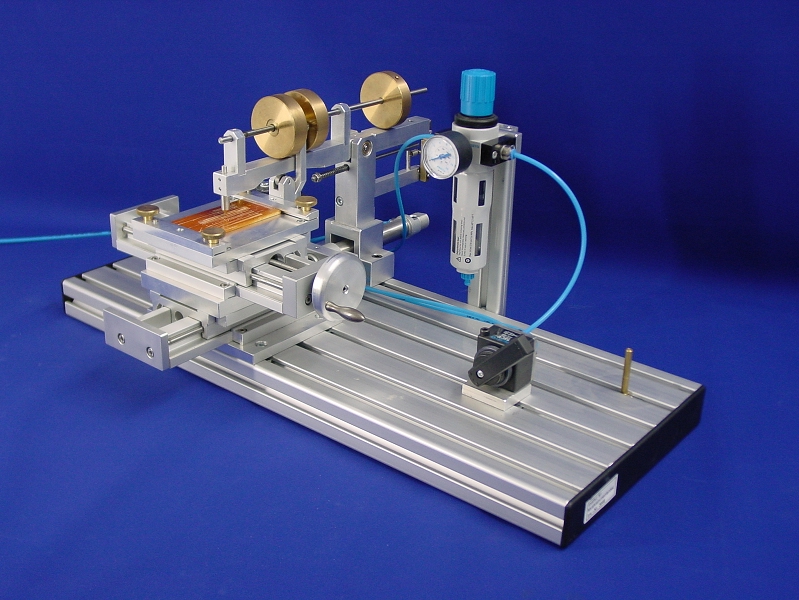
Parallel zur Temperaturbeständigkeitsprüfung erfolgte die Prüfung der Klebstoffe durch Polieren mit Polierscheibe und -paste am Polierbock. Dabei treten gleichzeitig die höchste mechanische und thermische Belastung der Klebverbindung auf. Diesen außergewöhnlich hohen Belastungen wider-standen bei Rohr-Rohr-Verbindung die o.g. drei Klebstoffe und bei der Rohr-Säulchen-Verbindung, die Klebstoffe Loctite 128 500 und Agomet F 120 und bedingt Agomet F 330.
Alle geprüften Klebstoffe sind elektrisch nicht leitend und damit die Klebverbindungen nicht galvanisierbar. Mit der geforderten Festigkeits-, Alterungs- und Temperaturbeständigkeit ist kein elektrisch leitender Klebstoff auf dem Markt.